February 17, 2025

Hot-dip galvanising underpins South Africa�s heavy engineering economy � from transmission towers and minesite infrastructure to coastal handrails and plant steelwork. Yet the strongest process step isn�t the zinc bath; it�s everything that happens beforehand. Inadequate degreasing, incomplete pickling, or poor flux control show up later as bare patches, peeling, rough coatings, and costly rework. In a margin-tight market with exacting clients and corrosive environments, getting surface preparation before galvanising right is a competitive advantage as much as a compliance necessity.
Steel delivered into Cape Town, Durban or Gqeberha faces salt-laden air and high humidity. Even inland, industrial SO? and dust complicate corrosion. A galvanised coating that meets specification is the starting line � durability in service depends on how clean, reactive and oxide-free the steel surface was when it met the molten zinc.
South African fabricators typically certify to SANS 121 (ISO 1461) for hot-dip galvanised coatings. But SANS 121 performance isn�t achievable on a contaminated substrate. At the same time, the Occupational Health and Safety Act (OHSA) governs chemical handling, PPE, decanting and training; while environmental rules set expectations for effluent quality, sludge management and air emissions from acid tanks. The upshot? Your prep line must deliver technical quality and regulatory control in one coherent system.
Explore related topics on our industry hub: Engineering and Degreasing.
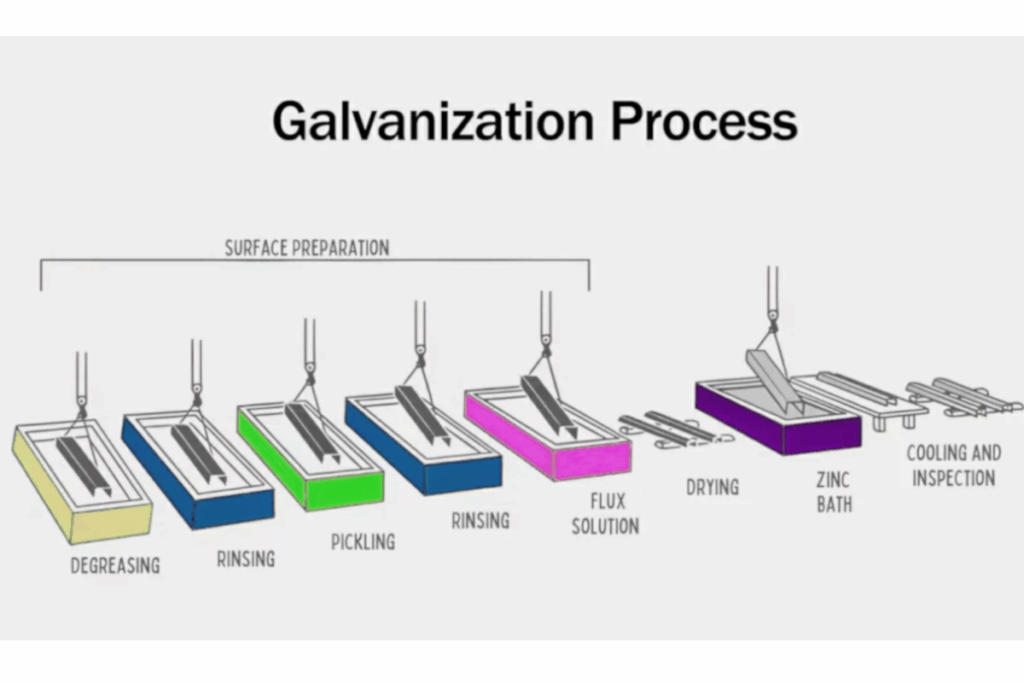
New steel arrives with rolling oils, protective greases and mill scale. Fabrication adds welding spatter, flux residues and cutting fluids. Storage contributes flash rust and airborne contaminants. Many of these are thin, patchy and hard to see � but even �invisible� residues can block the zinc�iron reaction that creates a true metallurgical bond.
Mill scale (FeO/Fe?O?/Fe?O?) is glassy, adherent and resistant; rust is friable but often layered with entrapped contaminants. Each demands different chemical conditions in pickling to clear back to clean, active steel.
The first job is oil and grease removal. Alkaline detergency (often with surfactant blends and sequestrants) breaks down fats, neutralises acidic residues and lifts soils off the micro-profile. Temperature and contact time matter: too cold or too brief and residues persist; too hot and you risk flash drying soils onto the surface.
Good practice:
Pickling removes mill scale and rust so zinc can alloy with iron. Hydrochloric and sulphuric systems are common; inhibitors help protect base steel, reduce hydrogen pick-up and extend bath life. Agitation, temperature and acid concentration must be balanced against throughput and scale severity.
Watch-outs:
A zinc ammonium chloride flux ties up remaining oxides and prepares the surface for wetting by molten zinc. Strength and pH control are non-negotiable; contamination (iron salts, oils, drag-in acids) leads to smoking, dross and coating defects.
Control points:
Residual moisture is dangerous at the pot and promotes bare patches. Pre-heat/drying ensures safe immersion, reduces thermal shock and stabilises coating growth on entry. Airflow and fume extraction protect both product and people.
It�s a Tuesday in Germiston. A batch of coastal-bound handrails arrives straight from fabrication, tagged for a 48-hour turnaround. QA flags mixed geometry: hollow sections with tight corners, laser-cut plates with heat-tint, and MIG weldments.
Hardness varies by region. High hardness can reduce surfactant efficiency and leave residues post-rinse. Leading plants manage with softened water for critical rinses or dose sequestrants, and they measure rather than guess (conductivity/total dissolved solids in final rinse tanks).
Winter mornings or summer heat waves change reaction rates. Plants that protect quality adjust setpoints � not just schedules � and they train operators to read the steel, not the clock.
High-silicon steels and heat-affected zones can drive heavy, brittle coatings (�Sandelin effect�). Process discipline is the first lever; design for galvanising (venting/drainage, avoiding lap traps) is the second. Weld spatter and flux residues are treated as coating defects in waiting � removed mechanically before they become rejects.
Effluent from acid and rinse streams must meet permit limits before discharge. Sludge handling is tracked from cradle to grave. On the shop floor, OHSA controls apply: PPE, eyewash/neutralisers, decanting SOPs, SDS access and training. Plants that treat EHS as integral process controls, not compliance drag, avoid stoppages and reputational risk.
Shift logs for titration, pH, specific gravity and temperature are as important as the coating thickness certificate issued after galvanising. They tell the story a client or auditor needs to hear: this batch was processed under control.
Re-pickling, re-fluxing and re-galvanising consume labour, energy and zinc. Worse, a visible defect discovered at the client site becomes a logistics and reputation problem. By contrast, dialled-in prep delivers: fewer rejects, lower zinc consumption, less dross, stable throughput and coatings that perform in coastal service. Multiply that across a month, and the total cost of quality favours disciplined chemistry every time.
What�s the single most common reason a galvanised coating fails?
Residual contamination � oils, greases, flux residues or oxides that were not fully removed before the zinc dip. They block the zinc�iron reaction, leading to bare patches, peeling or rough, uneven coatings. Strong degreasing, controlled pickling and verified rinsing are your best safeguards.
How do I know my degreasing step was effective?
Use the water-break test after rinsing. If clean water sheets evenly across the surface, it�s a good sign soils are gone. Beading indicates remaining hydrophobic films. Record the test result along with temperature, contact time and concentration logs.
Hydrochloric or sulphuric acid � which is better for pickling?
Both work when controlled. Hydrochloric is effective at lower temperatures and can be gentler on base metal with the right inhibitor; sulphuric often runs hotter and faster. The best choice depends on your plant set-up, throughput and the nature of the scale you see most.
What causes heavy, brittle coatings on some steels?
High silicon content (or P+Si effects) accelerates zinc�iron alloy growth (the Sandelin effect). Manage immersion time and temperature, ensure clean prep, and design for galvanising to avoid traps. In some cases, alternative specifications or duplex systems may be discussed with the client.
How critical is flux control?
Very. Flux strength, pH and contamination level directly affect wetting, smoking, dross formation and ultimate coating quality. Monitor specific gravity and pH, skim contaminants, and prevent drag-in from upstream tanks through rigorous rinsing.
What environmental controls should a South African plant prioritise?
Effluent pH and heavy metals within permit limits, safe handling and storage of acids/alkalis, and compliant sludge disposal. Align your operating procedures with OHSA requirements and local water-use licences. Process control and environmental compliance go hand in hand.
In South Africa�s demanding environments, the galvanising line earns its performance long before steel meets zinc. When surface preparation before galvanising is run as a disciplined chemical process � with verified degreasing, controlled pickling, clean fluxing and thorough drying � coating quality stabilises, rejects fall and clients return. The result is safer plants, happier auditors and steel that lasts where it matters most.
Need a second pair of eyes on your prep line � or guidance on building a robust, compliant programme? Speak to Orlichem�s engineering team.
Phone: +27 21 932 6457 � Email: orders@orlichem.co.za










